Used in the T5 condition, this high strength magnesium alloy is ideal for high integrity castings operating at ambient temperatures of up to 150˚C.
In addition to displaying excellent casting characteristics, the alloy is both pressure tight and weldable.
- Minimum specification tensile properties
- BS 2L.128
- 0.2% proof stress: 135 MPa
- Tensile strength: 200 MPa
Castability
Castings will contain minimal microporosity and the tendency to hot cracking is low. Castings are pressure tight and may be welded.
Pattern makers shrinkage factor
1.3%
Weldability
Weldable by the tungsten arc inert gas process (TIG) with a filler rod of a similar composition. Castings should be heat treated after welding.
Machining
Elektron RZ5 castings, like all magnesium alloy castings, machine faster than any other metal. Providing the geometry of the part allows, the limiting factor is the power and speed of the machine rather than the quality of the tool material. The power required per cubic centimetre of metal removed varies from 9 to 14 watts per minute depending on the operation.
Surface treatment
All the normal chromating, anodising and finishing treatments are applicable.
Corrosion resistance
- ASTM B117 Salt spray test
- Corrosion rate: 4–6mg/cm2/day
- 320–480mpy
Low temperature properties
- Mechanical properties at -196˚C:
- Elongation: 0.5%
- Ultimate tensile strength: 245MPa
- Impact value (unnotched): 0.7j
Typical tensile properties
- 0.2% proof stress: 148 MPa
- Tensile strength: 218 MPa
- Elongation: 4.5%
Typical compressive properties
- 0.2% proof stress: 130–150 MPa
- Ultimate strength: 330–365 MPa
Typical shear properties
Ultimate stress: 138 MPa
Fracture toughness
KIC: 15.1–16.3 MPa m1/2
Fatigue properties
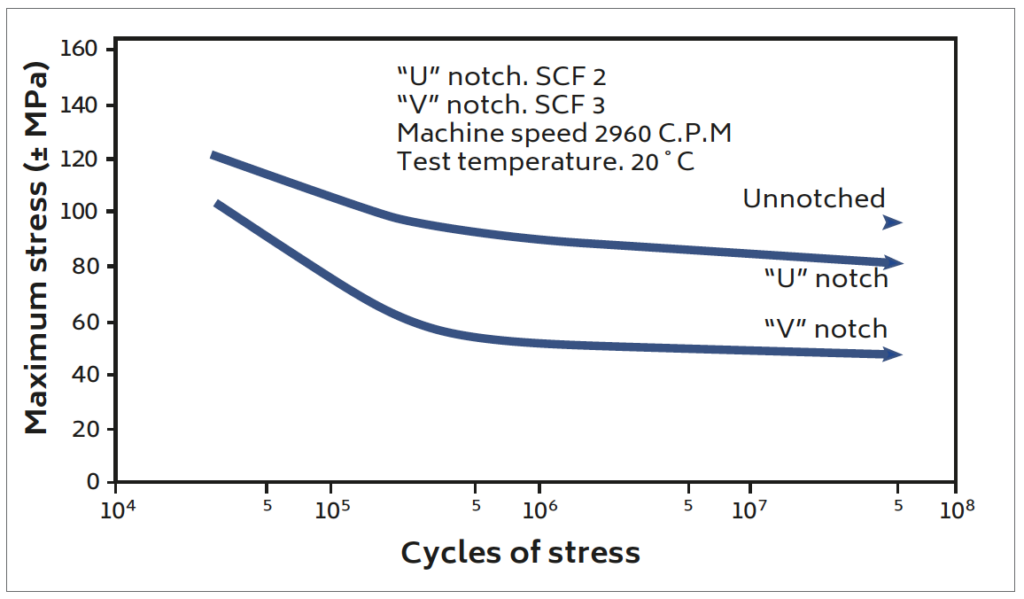
Figure 1. Rotating bending fatigue tests on sand castings.
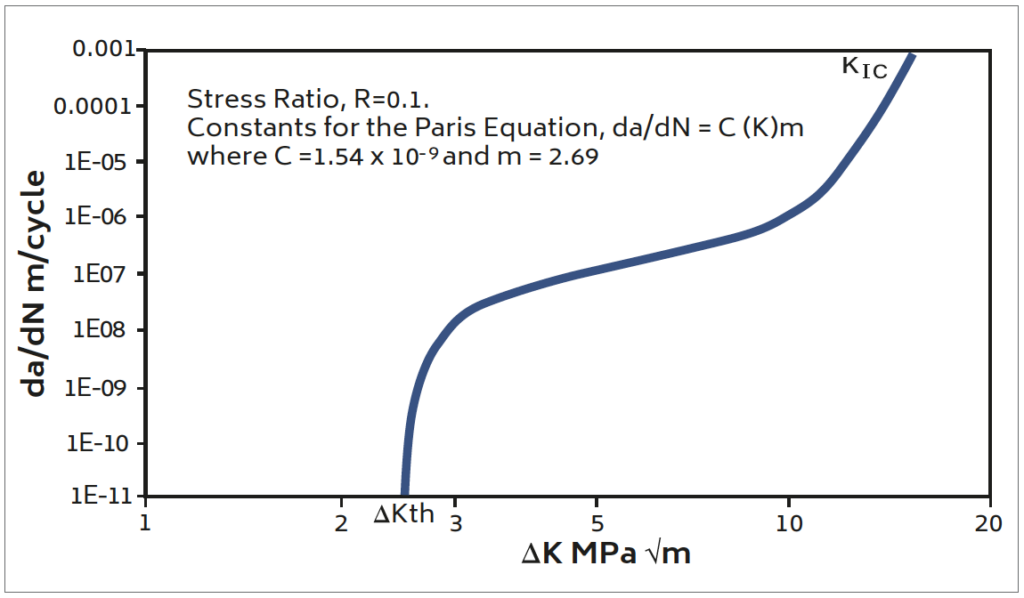
Figure 2. Fatigue crack growth.
Typical tensile properties
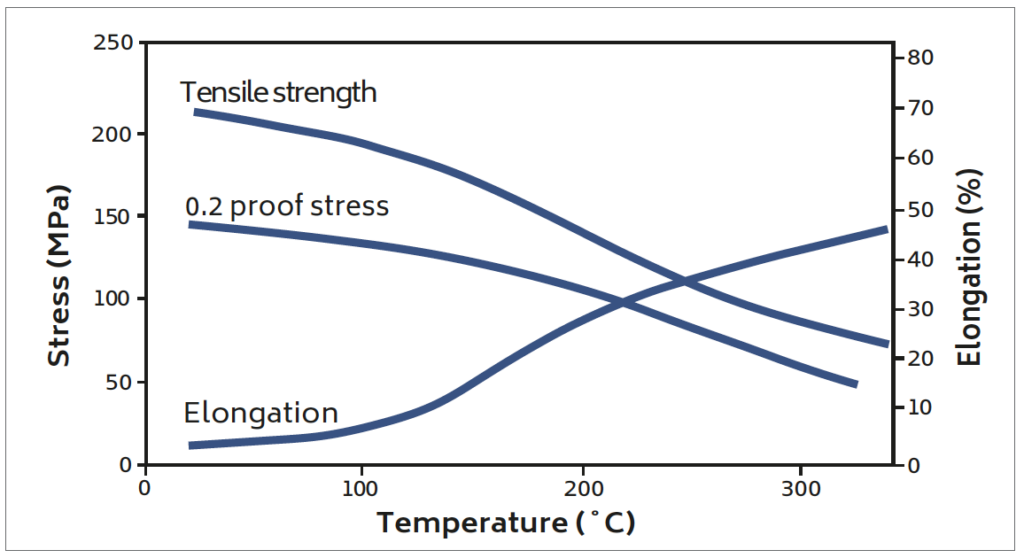
Figure 3. Effect of temperature on tensile properties.
Creep properties
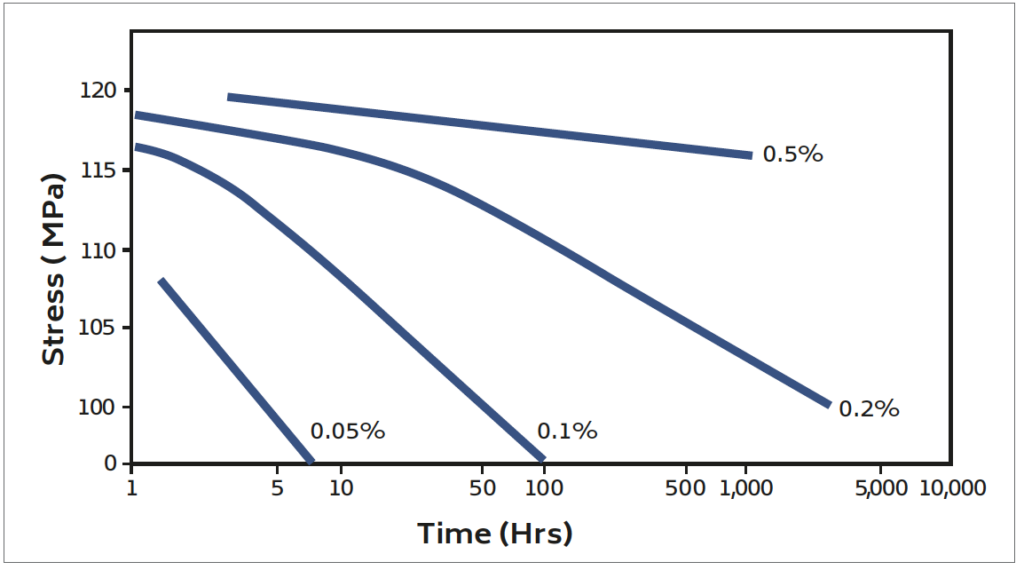
Figure 4. Stress / time relationship for specified creep strains at 100˚C.
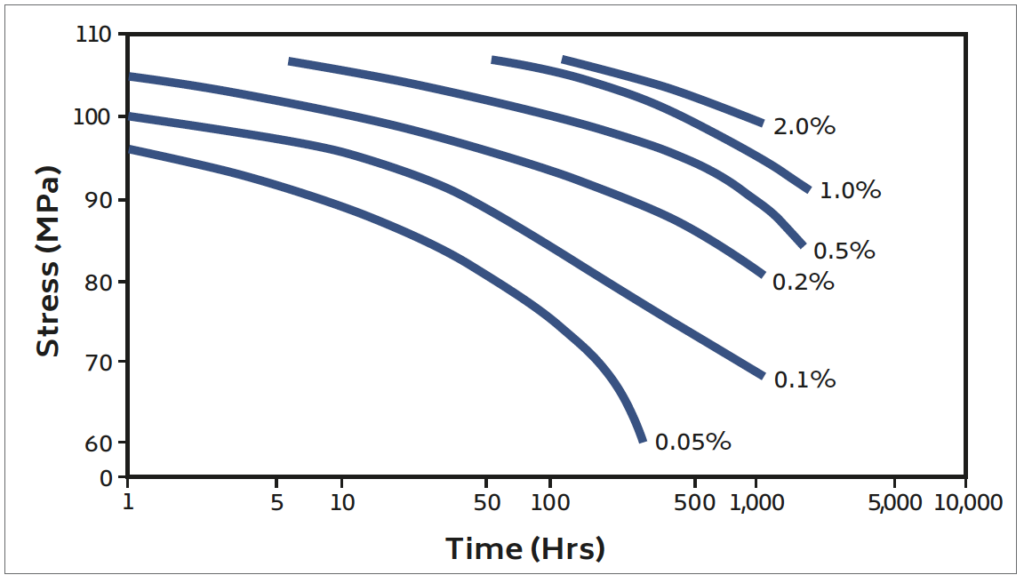
Figure 5. Stress / time relationship for specified creep strains at 150˚C
Fatigue properties
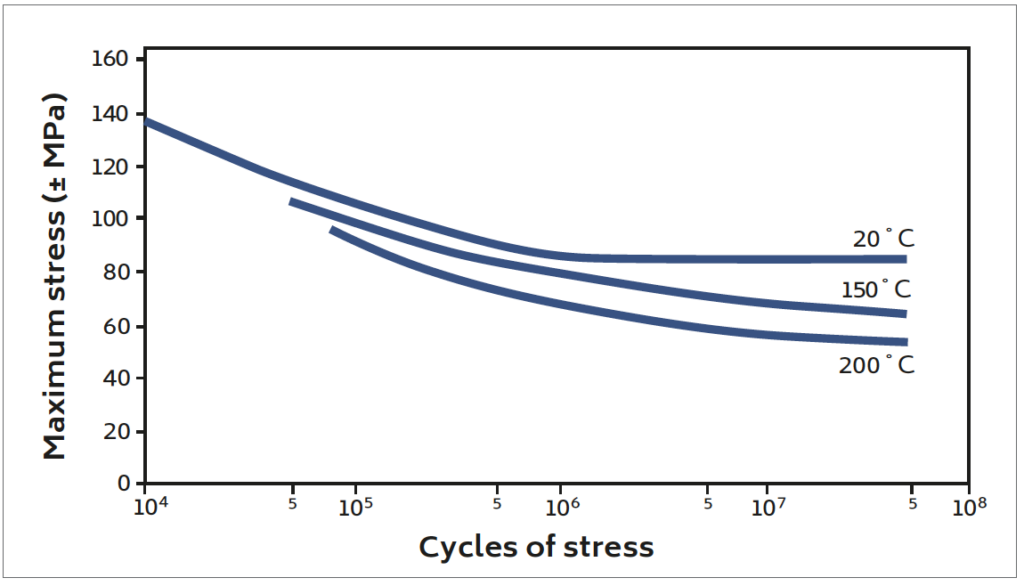
Figure 6. Rotating bending fatigue tests.
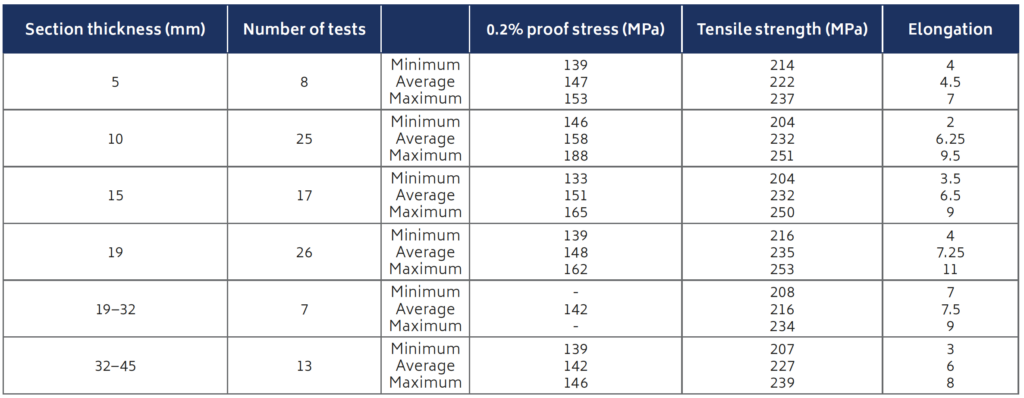
Table 1. Cut up properties on samples taken from actual castings.